小程序功能开发||焊工资格代码结构化梳理(1):焊接方法代号!(基于TSG Z6002-2026 特种设备焊接操作人员考核细则 )
- 2026-06-27 08:47:21
小程序功能开发||焊工资格代码结构化梳理(1):焊接方法代号!(基于TSG Z6002-2026 特种设备焊接操作人员考核细则 )

小程序地址(特种设备代码计算生成工具): 压力容器工程师智慧链 
我们分几期逐项对焊工资格代码进行解析,并与原TSG Z6002-20210进行对照学习,用于小程序开发逻辑、计算等,本期主要对焊接方法进行学习。 TSG Z6002-2026《特种设备焊接操作人员考核细则》是国家市场监管总局 2026 年3月2日发布、2026年8月1日起实施的特种设备安全技术规范,替代旧版 TSG Z6002-2010,是特种设备焊工取证、复审、增项的核心依据。按 TSG Z6002-2026,焊工资格项目代号是7段式/3段式编码,对应 “能焊什么、怎么焊、焊在哪” 
上图为开发界面截图 〇、焊接方法 


上图为开发界面截图 
上图为开发界面截图 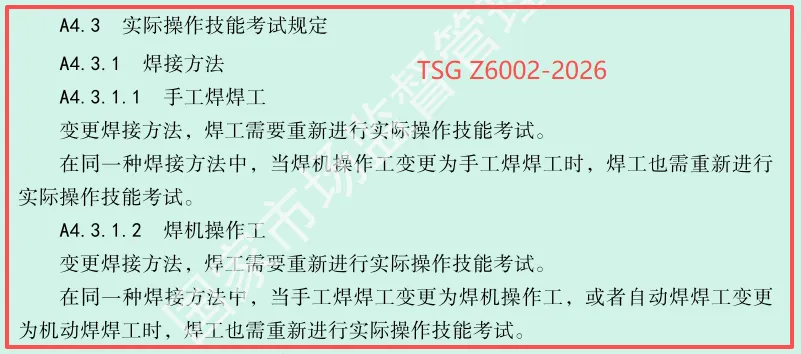
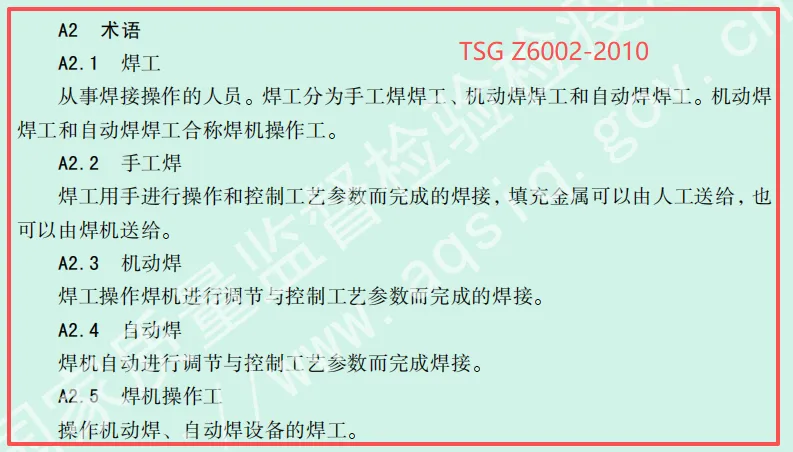
注:新TSG Z6002-202026对机动焊和自动焊的概念就行了强调和细分 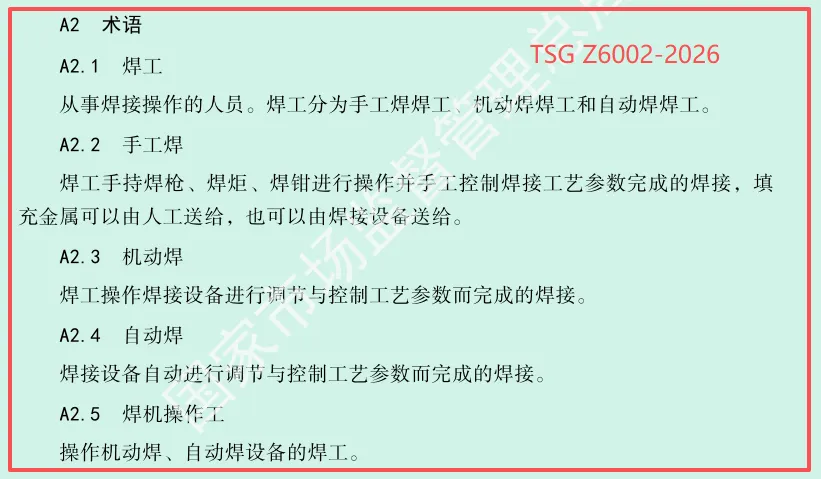
(声明:本文旨在介绍工具。小程序体验资格及最终功能以实际为准。如有侵权,请联系删除。)助力设计备考 





需要您的“分享”和“在看”期待更多微信交流 侵权删 
注意:焊工资格代码解析功能正在开发中,敬请期待……
一、手工焊焊工
格式:①-②-③-④/⑤-⑥-⑦项目含义
① 焊接方法代号:表A-1,堆焊(耐蚀或者耐磨)加代号“NS”或者“NM”与试件母材厚度
注意:1).原TSG Z6002-2010表A-1中—熔化极气体保护焊:GMAW(含药芯焊丝电弧焊 FCAW)
新规定进行了拆分2).原TSG Z6002-2010中为—耐蚀堆焊加代号:(N与试件母材厚度),新规定进行了拆分,下同
② 金属材料考试类别代号:表A-2,试件为异类别金属材料用“X/X”表示
③ 试件位置代号,见表A-4,带衬垫加代号:“(K)”
④ 焊缝金属厚度(对于板材角焊缝试件,为试件母材厚度T);
⑤ 外径
⑥ 填充金属类别,见表A-3
⑦ 焊接工艺要素代号,见表A-5
二、机动焊焊工
格式:①-②-③项目含义
① 焊接方法代号:表A-1,堆焊(耐蚀或者耐磨)加代号“NS”或者“NM”与试件母材厚度
② 试件位置代号,见表A-4,带衬垫加代号:“(K)”
③ 焊接工艺要素代号,见表A-5
三、自动焊焊工
格式:①-②-③项目含义
① 焊接方法代号:表A-1,堆焊(耐蚀或者耐磨)加代号“NS”或者“NM”与试件母材厚度
② 试件位置代号,见表A-4,带衬垫加代号:“(K)”
③ 焊接工艺要素代号,见表A-5
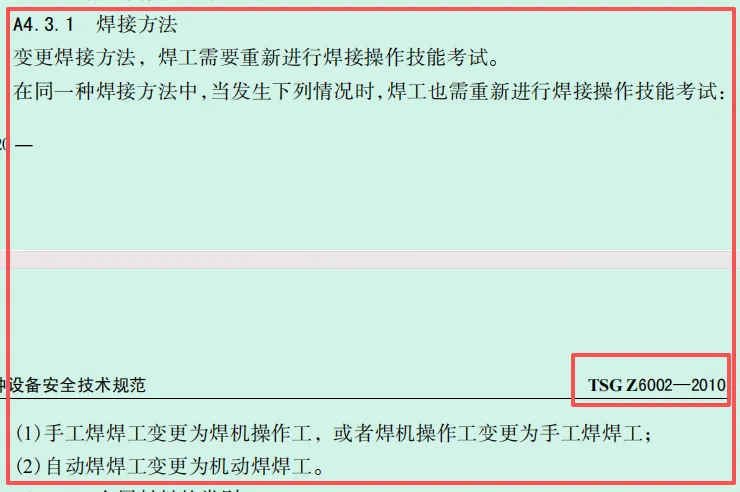
焊接方法重新评定的要求:
扫码入群交流,请务必注明:姓+城市+从事专业
End
本文来自网友投稿或网络内容,如有侵犯您的权益请联系我们删除,联系邮箱:wyl860211@qq.com 。

